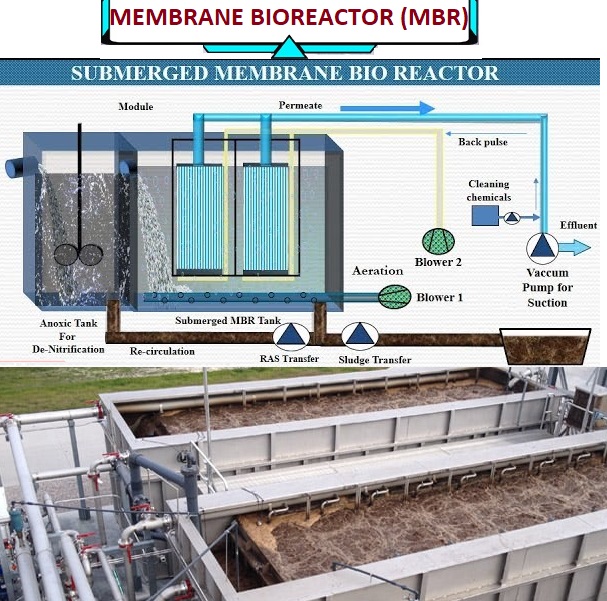
MEMBRANE BIOREACTOR (MBR)
Tech Lab Bangladesh Limited offers comprehensive Membrane Bioreactor (MBR) services to industries seeking advanced wastewater treatment solutions. Our expertise in MBR technology allows us to design, install, operate, and maintain MBR systems for efficient and effective treatment of industrial wastewater. MBR combines biological treatment with membrane filtration, providing superior effluent quality, compact system footprint, and process reliability. Our MBR services encompass the following key areas: Design and Engineering: We collaborate with industries to understand their specific wastewater treatment requirements and design customized MBR systems. Our team of experienced engineers utilizes state-of-the-art design software and modeling techniques to optimize system configuration, sizing, and membrane selection. We consider factors such as wastewater characteristics, flow rates, pollutant loadings, and space limitations to develop efficient and cost-effective MBR designs. Installation and Commissioning: Tech Lab Bangladesh Limited provides comprehensive installation and commissioning services for MBR systems. Our expert technicians and engineers ensure proper installation of membranes, equipment, and instrumentation in accordance with industry standards and best practices. We conduct thorough testing and system performance verification to ensure the MBR system is fully operational and meets the desired treatment objectives. Operation and Maintenance: We offer ongoing operation and maintenance services to ensure the smooth and efficient functioning of MBR systems. Our skilled technicians conduct routine inspections, cleaning, and maintenance of membranes, aeration systems, pumps, and other components. We monitor system performance, optimize operational parameters, and implement preventive measures to maximize system uptime and longevity. Troubleshooting and Repairs: In the event of system malfunctions or performance issues, our experts provide prompt troubleshooting and repair services. We utilize advanced diagnostic tools, data analysis, and experience to identify and resolve operational challenges quickly. Our technicians are trained to handle membrane fouling, integrity issues, and other common problems associated with MBR systems. System Upgrades and Retrofits: Tech Lab Bangladesh Limited assists industries in upgrading or retrofitting existing wastewater treatment systems to incorporate MBR technology. We evaluate the feasibility and benefits of integrating MBR systems into the existing infrastructure, optimizing space utilization and treatment efficiency. Our expertise in system integration ensures seamless integration with existing processes and control systems. Performance Monitoring and Optimization: We implement advanced monitoring systems and data analytics tools to continuously monitor the performance of MBR systems. Our experts analyze operational data, membrane fouling trends, and other key parameters to optimize system performance and maximize effluent quality. We provide recommendations for process optimization, energy efficiency, and cost reduction, helping industries achieve their treatment goals. Training and Technical Support: We offer comprehensive training programs for operators and maintenance personnel to ensure proper operation and maintenance of MBR systems. Tech Lab Bangladesh Limited provides ongoing technical support, troubleshooting assistance, and remote monitoring to address any operational concerns or inquiries. By availing our MBR services, industries can benefit from advanced wastewater treatment technology, improved effluent quality, reduced footprint, enhanced operational efficiency, and compliance with stringent environmental regulations. Our expertise in MBR systems and commitment to sustainable solutions make us a reliable partner for industries seeking reliable and effective wastewater treatment services.
Membrane Bioreactor (MBR) technology offers several advantages for wastewater treatment compared to conventional treatment processes. Here are some of the key advantages of MBR:
High-Quality Effluent: MBR systems produce a high-quality effluent with exceptional clarity and low levels of suspended solids, pathogens, and contaminants. The membrane filtration process effectively removes fine particles, bacteria, and viruses, resulting in treated water that meets strict regulatory standards and can be reused for various purposes.
Compact Footprint: MBR systems have a smaller footprint compared to conventional treatment processes. The combination of biological treatment and membrane filtration eliminates the need for settling tanks, allowing for a more compact design. This is especially beneficial for industries with limited space availability or those looking to retrofit existing treatment plants.
Enhanced Process Reliability: The use of membranes as a solid-liquid separation barrier in MBR systems improves process reliability. The membranes act as a physical barrier, preventing the washout of biomass and ensuring a stable microbial population. This leads to consistent treatment performance, reduced variability, and improved overall process reliability.
Flexible Design and Scalability: MBR systems offer flexibility in design and can be tailored to meet specific wastewater treatment requirements. They can be easily scaled up or down based on the volume of wastewater to be treated, making them suitable for a wide range of applications and industries. The modular nature of MBR systems allows for easy expansion or modification as needs evolve.
Reduced Sludge Production: MBR technology produces less sludge compared to conventional treatment processes. The membrane filtration process results in a concentrated sludge, which is easier to dewater and handle. This reduces the costs associated with sludge disposal and can lead to significant operational savings over time.
Enhanced Nutrient Removal: MBR systems can achieve efficient nutrient removal, including nitrogen and phosphorus. The controlled environment within the bioreactor and the high biomass concentration promote effective biological nutrient removal. This is particularly important for industries operating in environmentally sensitive areas or those required to meet stringent nutrient discharge limits.
Resistance to Hydraulic and Organic Load Fluctuations: MBR systems are more robust and adaptable to hydraulic and organic load variations compared to conventional treatment processes. The membrane filtration process provides a physical barrier against fluctuations, ensuring stable treatment performance even during peak flow periods or sudden changes in influent characteristics.
Reduced Chemical Usage: MBR technology often requires less chemical usage compared to conventional treatment processes. The effective solids separation achieved by membrane filtration reduces the need for coagulants and clarifiers. This not only reduces chemical costs but also minimizes the generation of chemical sludge, simplifying the overall treatment process.
Potential for Water Reuse: The high-quality effluent produced by MBR systems can be suitable for various water reuse applications. Industries can reuse the treated water for non-potable purposes such as irrigation, industrial processes, or even direct potable reuse with appropriate additional treatment. Water reuse reduces the strain on freshwater resources and supports sustainable water management practices.
Improved Control and Automation: MBR systems are well-suited for control and automation due to their modular design and advanced process monitoring capabilities. The use of sensors, online monitoring systems, and automated controls allows for real-time optimization, better process control, and more efficient operation. This results in energy savings, reduced operational costs, and enhanced overall system performance.
Overall, Membrane Bioreactor (MBR) technology offers numerous advantages, including high-quality effluent, compact footprint, process reliability, scalability, reduced sludge production, nutrient removal, adaptability to load fluctuations, reduced chemical usage, potential for water reuse, and improved control and automation. These advantages make MBR an attractive and effective solution for industries seeking advanced and sustainable wastewater treatment options.